摘要 介绍了粉料输送系统发送缸气力输送装置在运行过程中使用脉冲控制仪和料位开关产生的问题,主要有整个输送系统管道堵塞、程序停留在某步骤使整个生产线瘫痪等,原因主要为脉冲发生器发生故障,无法驱动气刀阀将料和气分段、上下限料位开关故障让程序一直停留在某步骤不能循环执行送料任务等。对原控制方式进行了改进,采用将主路信号通过在法兰式液位变送器编写软件程序代码来模拟电磁脉冲控制仪输出,更改满缸、空缸的判断方式。实施后,实现输送量#大化,满足生产线产能要求,同时程序可靠执行、减少等待,达到节能和降耗目的。
输送包装装置的可靠运行对于化工粉体物料生产线至关重要,是化工生产线上必不可少的重要组成部分。其中输送装置是采用仓泵发送缸气力输送系统对干燥后的粉体物料进行输送,其整个输送过程可分为放空、下料、流化和输送4个步骤[1]。其在打开放空下料前采用低限料位开关来判断空缸、流化,输送前采用高限料位开关来判断满缸,输送过程中采用电磁脉冲阀将管道内物料切割成一段料一段气的方式进行输送,以保证物料正常输送至大料仓,避免粉体物料堵塞管道。而电磁脉冲阀的信号来自脉冲发生器,如果脉冲发生器发生故障,则将导致整个输送系统管道堵塞、上下限料位开关故障,就会让程序一直停留在某步骤不能循环执行送料任务,影响输送产能,使前后整个生产线瘫痪[2]。
在法兰式液位变送器中利用软件编程来实现电磁脉冲信号,改进满缸和空缸的判断方式,实现输送量#大化,达到节能和降耗目的。
1 原输送系统工作流程及存在问题
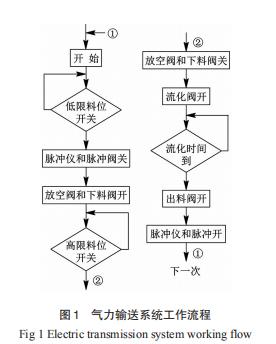
粉料输送系统采用的发送缸气力输送装置,其输送工作过程可分为放空、下料、流化和输送4个步骤,其工作流程如图1所示。
干燥后的物料先储存在中间料斗里。开始下料前先判断发送缸低限料位开关是否处于空缸状态,如果空缸,则打开放空阀排净缸中余压,防止缸内余压冲击中间料斗造成跑料事故;接着开启下料阀,开始将粉体料装填到发送缸中。当下料使粉体物料接触到发送缸高限物料开关,送出满缸判断信号后,关闭下料阀和放空阀,下料装填过程结束。当下料阀和放空阀关闭后,进入流化阶段,流化阀向缸内充入气体,使粉体物料成流体化状态,当流化时间达到要求后,电磁脉冲阀打开,同时判断当发送缸压力上升到一定时转入输送过程,打开发送缸下部的出料阀,流化状态的粉体物料被脉冲电磁阀根据设定的脉冲宽度和周期,将物料切割成一段料一段气方式输送到包装料仓,以保证物料正常输送避免堵塞管道。当发送缸低限料位开关有空缸判断信号送出时,说明发送缸内物料已输送完,处于空缸状态,这时关闭流化阀、电磁脉冲阀和出料阀,整个输送过程结束,下一次输送开始。
原输送装置建成调试投运后,随着负荷的不断提升,不断有问题出现。主要有:
1)电磁脉冲控制仪经常损坏。其内部电子零部件较多,查找出损坏的零部件费时费力,且采购困难,造成生产线长时间停车等待,且其他装置的生产也无法平衡,影响产量和效益。
2)发送缸高限料位开关工作不可靠。有时现场发送缸下料装填已经满至下料球阀处很长时间,但高限料位开关判断满缸信号始终没有送出,造成程序长时间等在下料这一步,影响发送缸的输送效率,严重的话也会引起生产线全系统停车。同时,如果在这种状态下并闭下料大球阀的话,阀座和阀球相对运动,粉体料更容易造成下料大球阀座磨损,缩短使用寿命;同时阀座漏气会使缸内压力冲击中间料斗,造成料斗喷料。
3)发送缸低限料位开关上积挂粉体料,造成一直有料的假信号。现场发送缸分明已经送空,但低限料位开关判断空缸信号始终没有送出,造成程序长时间等在输送这一步,除影响发送缸的输送效率、消耗大量压缩空气能源外,严重的话也会引起生产线全系统停车。
2控制改进及实现
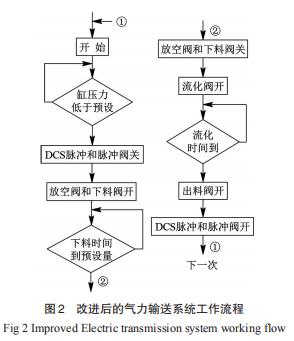
在现场通过半年的观察、摸索和测算,发现了造成问题的原因。通过对比、论证和实验,提出了改进方案,其工作流程见图2。
2.1增加法兰式液位变送器
将电磁脉冲控制仪设置为旁路备用装置,主路信号通过在
法兰式液位变送器编写软件程序代码来模拟电磁脉冲控制仪输出,送到现场电磁脉冲阀,将管线里的物料分割成一段料和一段气输送到包装料仓中。
这个功能的实现是在出料管线上加入1条气路管线,通过电磁脉冲阀的开启将空气注入到出料管,而关闭电磁脉冲阀则可让物料正常输送,所以通过设定电磁脉冲阀的脉冲宽度和周期可将物料分割成一段料长和一段气长的存在方式。利用CS3000的顺序控制功能中SFC块和计时器等功能,实现该控制功能[3]。根据SFC顺序执行的特点,设计脉冲发生子模块,然后在主程序中调用。
电磁脉冲信号发生的程序流程为:定议时间继电器TM1和TM2,其中TM1为电磁脉冲阀的脉冲宽度,TM2为脉冲周期。起始执行,打开电磁脉冲阀,同时启动时间继电器TM1和TM2,当时间继电器TM1时间到预设量,关闭电磁脉冲阀;当时间继电器TM2时间到预设量,回到起始程去打开电磁脉冲阀,如此往复循环[4]。
为实现法兰式液位变送器与电磁脉冲控制仪主、旁路的勿扰切换,利用CS3000的内部开关设置法兰式液位变送器脉冲发生开关。当脉冲发生开关为0时,保持走原旁路程序不变;当脉冲发生开关为1时,走主路程序,由法兰式液位变送器继电器输出控制触点。其程序为:当脉冲发生开关打到1状态,脉冲发生子程序模块打到运行状态,由法兰式液位变送器继电器输出控制触点;否则电磁脉冲阀由电磁脉冲控制仪控制输出,并在脉冲控制器关闭语句上同时加上子模块停止程序即可关闭法兰式液位变送器脉冲输送。
在硬件接线上,将法兰式液位变送器脉冲信号触点和输出控制器动作触点并联后串联到脉冲电磁阀和电源回路中。使用法兰式液位变送器产生脉冲信号时只需将脉冲发生开关置为1,否则置为0,即可实现脉冲控制器和法兰式液位变送器脉冲信号发生的勿扰切换。
2.2更改满缸、空缸的判断方式
1)取消原有发送缸高限料位开关判断满缸的方式。通过现场多次观察和测算,发现正常情况下基本在固定的时间段内恰好能把发送缸装填满,所以对于满缸采用的是经验时间判断:即下料多少时间后即判断料位满缸。但是为保证满缸,下料时间的设定量不可避免要设定偏长,对于一次来说不算什么,但发送缸输送次数频繁,每次偏长的时间累加在一起就很可观。这也制约了发送缸输送物料的能力,并且,当出现下料阀故障等情况,不能下料或下料慢时也不能及时判断出故障。所以为了实现输送量#大化,从节能和降耗等角度考虑,应从送料过程反过来验证是否下料装填满缸。一般情况下,在送料过程中当流化阀和出料阀开启,在短时间内建立不起压力,说明还是空缸;如果送料时间很短就发生压力下降,说明下料装填不满缸,这样就必须到现场检查和确认,解决存在的问题才能重新开始执行程序。
2)取消原有发送缸低限料位开关判断空缸的方式。通过现场观察和研究,发现对于发送缸如果物料送空,则压力必然降低,所以对空缸可采用压力达到某一下限量来判断,只需利用原来安装在发送缸上的压力变送器来测量发送缸压力,当法兰式液位变送器在程序执行送料时,其压力突然下降,并降低于至某一量时,可判定其缸内没有物料,不需要额外增加低位料位计来判断空缸[1-2]。
3结束语
经控制方案改进后的粉体物料输送装置已经投入使用。电磁脉冲阀法兰式液位变送器信号发生程序在脉冲控制器出现故障时能及时切换,并且只需将法兰式液位变送器脉冲发生开关置为1,也能在脉冲控制器和法兰式液位变送器之间实现无扰切换,证明了脉冲程序能完全匹配脉冲控制器的运行,进一步保证了装置的持续运行,摆脱备件的限制。同时空缸条件用送料压力曲线判断和满缸条件用固定下料时间判断应用情况良好,很好的反映了料位的真实情况,能保证在发送缸循环下料和送料程序过程的正常执行。
上述脉冲信号、空缸压力判断和满缸下料时间判断3个方面的改进,都不需重新增加投资,但是其在提升装置产能、稳定装置负荷、平衡公司上下游生产装置正常生产方面发挥了极大的作用。改进后的系统输送能力大幅提升,远远超出其原设计能力,为后续前系统扩能改造留出充足的余地和空间。
注明,三畅仪表文章均为原创,转载请标明本文地址