
摘 要:不饱和聚酯树脂预混料系统主要由石粉储料罐、石粉气旋筛、石粉喂料仓、石粉和树脂的混料机、搅拌仓、气动隔膜泵等主要设备,以及显示和控制料位的音叉式料位开关、阻旋式料位开关和隔膜式料位计组成,通过 PLC 控制柜实现预混料系统的连续生产,不需要人工操作。
不饱和聚酯树脂预混料系统是生产不饱和聚酯树脂锚固剂的一个中间过程,不饱和聚酯树脂锚固剂主要应用于煤矿井下巷道支护。不饱和聚酯树脂预混料系统主要由石粉储料罐、石粉气旋筛、石粉喂料仓、石粉和树脂的混料机、搅拌仓、气动隔膜泵等主要设备,以及显示和控制料位的音叉式料位开关、阻旋式料位开关和隔膜式料位计,通过 PLC 控制柜实现预混料系统的连续生产。不饱和聚酯树脂预混料控制系统不需要人工操作,能够直观显示料位的状态,当出现供料不足或到高料位时,能够报警提示操作人员。
音叉开关在音叉的基座上安装有一对压电晶体,使音叉开关在一定频率下振动,当音叉开关被物料掩埋后,音叉振动的频率和幅度会发生变化,由检测电路对输入的信号转换为一个开关信号输出。音叉开关有多种输出形式,2 线制 AC、2 线制 DC、3 线制 PNP/NPN 型晶体管。
供电电压:220VAV/24VDC
工作温度:
叉体 -30~150℃
仪表 -20~70℃
工作压力:小于 2Mpa
介质密度:#低 0.6g/cm3
输出方式:一组继电器输出(AC 220V/3A,DC 30V/3A)
输出延时:1~20 秒可调
灵敏度:1~10 级可调
功耗:1W
安装接口:锥管 G1"
电气接口:M20×1.5
阻旋料位计采用微型电机经过减速后,带动监测叶片慢速旋转,当物料的料位到达叶片的位置时,叶片受到阻力,转速发生变化,检测机构便会发出一个位移量,shou先触发一个微动开关,输出一个有料的信号,另一个微动开关切断电机的电源。当料位发生变化,叶片不再受到阻力,弹簧恢复常态,微动开关使电机电源接通,并发出没有的信号。
用途:上、下限测量
输出:开关信号
叶片转速:2.5 转/分
接点容量:220V/3A(AC)
介质密度:≥0.2g/cm(较大叶片)
物料温度:-10~80℃,-20~250℃
灵敏度:五档可调(机芯)
安装方式:法兰安装 G1.5″螺纹
环境温度:-10~80℃
供电电源:36V、110V、220V,AC
耗电功率:<3W
音叉料位计和阻旋式料位开关用在石粉储料罐和石粉喂料仓的高、低限位。音叉式料位开关用于侧装探测储罐内是否有料,阻旋式料位开关用于顶装测量料位是否到高位,到高位及时发出报警信号。音叉式开关和阻旋式开关组合使用于大型的料罐,能够直观监测料位的变化,输入到 PLC,实现自动化控制。
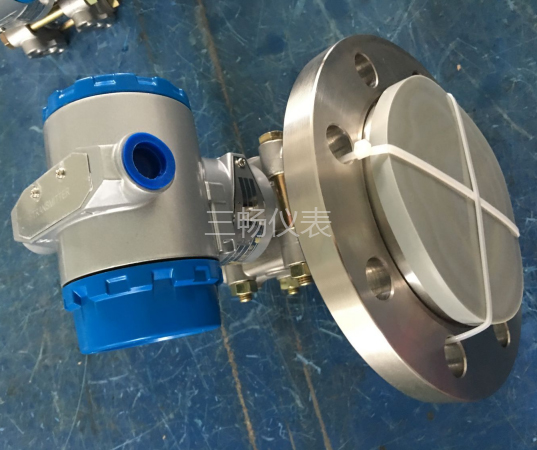
隔膜式压力变送器通过检测到压力的变化,将压力的变化转变为标准信号,当压力直接作用在膜片的表面,使膜片发生变形,检测电路把微小的变形转换为标准信号。
液体储料罐和混合仓底部主要采用隔膜式压力变送器,根据储罐和仓的高度选择合适的压力变送器,将压力信号转换为 4~20mA标准信号输入到模拟量模块。
可编程序控制器广泛应用于工业自动化控制,西门子 PLC 控制器是控制系统的核心器件,可编程控制系统主要包括 S7-200 控制器,开关量、模拟量输入和输出模块。通过控制器可以实现计算、比较、定时、计时、运算等逻辑运算功能。西门子 S7-200 可编程控制器控制点一般在 256 点之内,适合于单机控制或小型系统的控制。处理速度 0.8~1.2ms;存贮器 2k;数字量 248 点;模拟量 35 路。
西门子 7.5"彩色触摸屏,能够直观显示系统运行的参数,并在屏幕上直接修改设置参数。触摸屏和 CPU 联机,在触摸屏上可以运
行参数进行设置,并适时的显示当前的工作状态,出现变频器、料 位、电机等异常时,可以发出报警信号,并及时的关闭运行系统,保护设备不被损坏。胶泥仓和固化剂仓电机由变频器控制,1 台 11kW 三菱变频器控制 2 台 5.5kW 电机,通过改变变频器的频率实现转速可调,使 2台电机按照相同的转速运转。变频器的主回路主要是给异步电动机提供调压调频电源的电力转变。控制回路主要是给异步电动机供电的主回路提供控制信号的回路,它有频率、电压的运算回路,通过外部测得速度、转矩与检测回路的频率、电压进行比较,来决定输出的频率和电压,保护电路可以检测主回路的电压、电流,当发生过流或过压时,停止工作,防止烧坏逆变器和电动机。
变频器是通过改变电机工作电源的频率控制电机的设备,变频器主要由整流、滤波、逆 变、制动、驱动等处理单元组成,变频器靠内部 IGBT(绝缘栅双极性三极管)来控制输出电压和频率,从而达到节能、调速的目的。通过 PLC、输入模块、输出模块硬件的选择,以及传感器、变频器的选型,#终要通过编程实现自动化控制的功能。根据要实现的功能列出逻辑关系图,转变为梯形图,输入到 PLC 控制器,按照设计要求进行安装、调试。CPU 模块上的工作方式可以打到 RUN 运行状态和 TERM 调试状态,当正常工作时达到 RUN 位置,当需要对程序进行修改时达到 TERM 位置。在程序执行过程中,直接读取输入输出模块的 ON/OFF 状态,或直接将输出的 ON/OFF 状态送到输出模块。CPU 内部按编程的顺序依次扫描到 END 指令结束为一次的执行时间。一次扫描时间分输入传送、程序执行、输出传送三个过程。
输入模块分为开关量和模拟量输入,其中音叉液位开关、阻旋式料位开关为开关信号,隔膜式压力变送器为模拟信号。输入模块的输入状态传送到 CPU 的寄存器内,每次扫描前更新寄存器的状态。输出状态的寄存器将输出传送给输出模块,直接控制电磁阀驱动外部工作。内部继电器只在 CPU 内部进行处理,不向外部输出的 CPU 内部辅助继电器。减少了外部继电器的接线,使用更简单、方便。物料的搅拌时间和设备运行时间的控制可通过 CPU 内部定时器进行设定,定时器有 0.1s、0.01s 等多种时间,定时器的设定时间自动存入相对应的寄存器中。
混合机按照预先设定的参数对三种物料进行连续混合,生产出锚固剂半成品。不饱和聚酯树脂锚固剂预混料控制系统包含两部分,一个是固化剂预混料,一个是胶泥预混料。两个控制系统都有手动和自动两种工作状态。在两种工作状态下,当储罐的料位在低位时,有料位保护,打料泵的电机无法启动。当喂料仓的料位在高位时,气旋筛也无法启动。当喂料仓的料位在低位时,混料机无法启动。料位实现联锁控制。当打到手动控制状态,每台电机的启动和停止由手动控制。当打到自动状态下,shou次开机时,顺序启动电机,整个系统按照设定好的动作运转。
不饱和聚酯树脂预混料控制系统,采用粉状物料依靠自重和气力输送,液体原料使用齿轮计量泵输送,提高了输送效率,混合机进行连续运行,替代了原来人工投料,降低了工人劳动强度,提高了生产效率,实现无人监控,自动化生产。











 关注我们 实现共赢
关注我们 实现共赢